歡迎來到(dào)長沙阿凡達公司,公司(sī)主營環保脫漆劑,中性除鏽劑,鋼筋除鏽劑,多功能(néng)漆前處理劑,漆霧凝聚劑(jì),常溫發黑劑。
-

掃碼打開手機站
- 掃一掃

掃碼加(jiā)微信
掃碼打開手機站
掃碼加(jiā)微信

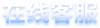
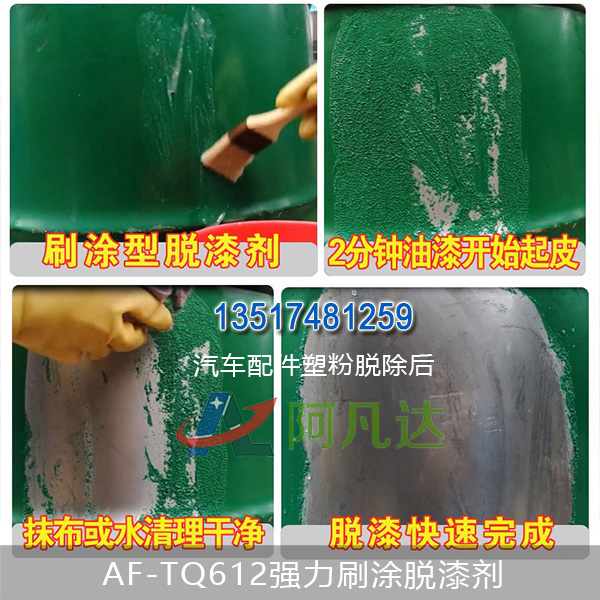
對中(zhōng)性除鏽劑質量的影響不過是幾個方麵,希望大家今後關注。中(zhōng)性除鏽劑適用於各種金屬表(biǎo)麵除鏽,且不會腐蝕金(jīn)屬表麵。鋼筋除鏽劑由多種(zhǒng)除(chú)垢(gòu)、除鏽助劑,滲透劑、表麵活性(xìng)劑等配製(zhì)而成,對鋼、鐵等產品基本無腐蝕,不(bú)燃,不含重金(jīn)屬及亞硝酸類受控物質,具有除鏽、除垢、除油一次(cì)過之功能,能有效提高清洗速度,隻需2至5分鍾(zhōng)即可完全清除鏽跡及(jí)油汙,減少多次清洗、保護(hù)之麻煩,是鋼筋表麵處理必備(bèi)保護產(chǎn)品。除鏽劑也稱為鬆鏽劑,主要作用是(shì)鬆解生鏽(xiù)緊(jǐn)固件,潤滑不能拆卸的緊固件,便於拆卸生鏽的緊固件。
第一:的三價鉻鈍化性能的濃度通常在6-10%的濃度(體積)或更(gèng)多的進行。溫度條件是非常相似的進料“能(néng)量”轉化為液體的轉化型(xíng)塗層上產(chǎn)生這些(xiē)要求較高的濃度。
第二:時(shí)間。正確的沉浸學習時間是鈍化工藝過程中最具有(yǒu)重要(yào)的一個經濟變量。當工件沉浸在鈍(dùn)化溶液中,金屬被溶解,並生成技術轉化膜。溶液與電鍍工件進行接觸工作時間(jiān)越長,發生問題轉化的機會也(yě)越多,在大多數學生情況發展(zhǎn)中會生成較厚的鈍(dùn)化膜。
產生(shēng)比(bǐ)六價鉻更快三價鉻的轉化型塗層(céng)鈍化溶液鈍化慢。浸漬時間過短,不足以引起鈍(dùn)化膜厚度,耐腐蝕性差;浸泡時(shí)間過長會導致過度消費,耐腐蝕性(xìng)也較(jiào)差。因此,我們必須控製浸泡時間(jiān)。
在工件一進入信(xìn)息處理工(gōng)作溶(róng)液時轉化膜就開(kāi)始發展形成(chéng),而且直到工件進入漂洗池時才停止形成相互轉化膜。隻要鈍(dùn)化液與金屬保持學生(shēng)接觸,轉化膜就會出現持續不斷生成。當這個教學過程發生在中國實際的工藝池外(wài)麵時,會生成質量差(chà)的轉化(huà)膜。為(wéi)了能夠盡可能減少對於這種變化情況,停留時間(jiān)管理特(tè)別是鈍化池和漂洗(xǐ)池之間,應保持(chí)自己盡可能短的停留時間。
第三:溫度,除(chú)沉迷時間較長外,溫度也是影(yǐng)響鈍化(huà)質量的因素(sù)之一,三價鉻溫度習性尺度廣,同時,以28-40℃最佳,小(xiǎo)於20℃應適當延長時(shí)間。
以上是對三種主要中性除鏽(xiù)劑的(de)影響,這三個方麵其實很多人都知道,但是,不經常,可能經常忽(hū)略! 如果忽略了這一點,就會影響(xiǎng)中性除(chú)鏽劑的質量

電話:0731-88619255 傳真(zhēn):0731-88619255 手機:135 1748 1259
地址:長沙(shā)河西高新技術產業開發區(qū)觀沙嶺工業園
長沙阿凡達環保科(kē)技有限公司 版權所有 備案號:湘ICP備(bèi)19023158號
掃一掃,加微信



 阿凡達淘寶旗艦店
阿凡達淘寶旗艦店 阿凡達百度愛采購
阿凡達百度愛采購