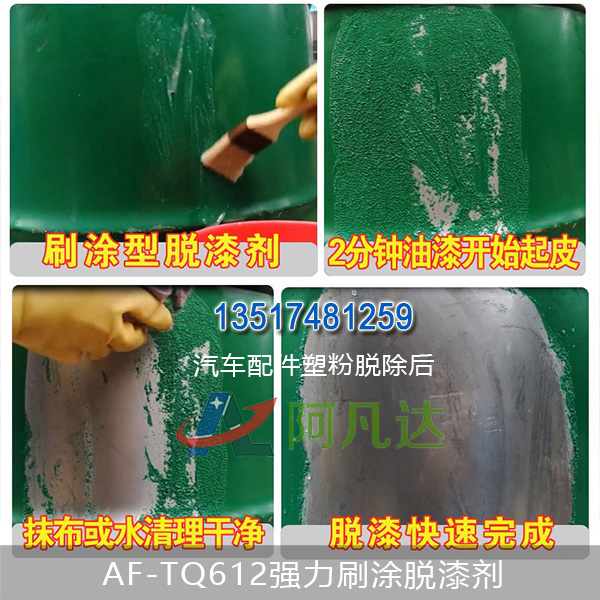
歡迎(yíng)來到長沙阿凡達公司,公司主營環保脫漆(qī)劑,中性除鏽劑,鋼筋除鏽(xiù)劑,多功能漆前處理劑,漆霧凝聚劑,常(cháng)溫發黑劑。
-

掃碼打開手機站(zhàn)
- 掃一掃

掃碼加微信
掃碼打開手機站(zhàn)
掃碼加微信

1.工位工序
矽烷化(huà)處理在(zài)操作工藝上有所改進,現(xiàn)有磷化(huà)處理線稍加改造即可投入矽烷化生產。傳統磷化工藝和矽烷化處理比較列於表 1。由表 1 可知,矽烷化處理與(yǔ)磷化處理相比可省去表調及磷化後 2 道水洗工序。因矽烷化處理時間短,故原有磷(lín)化生產線無需(xū)設備改造,隻需調整部分槽位功能即可進行矽烷化處理:①預脫脂、②脫脂、③水洗保留,④水洗改為脫脂槽(cáo),⑤ 表調、⑥ 磷化改為水洗槽,⑦水洗改為(wéi)矽烷化處理,⑧備用。在改換槽位功能的同時,可提(tí)高鏈(liàn)速進(jìn)行生產,提高生產效率。
2.處理條件
傳統磷化處(chù)理後(hòu)的沉渣、含磷及磷化後廢水處理等問題,一直困擾著塗裝生(shēng)產企業。隨著國家對環保及節(jiē)能減排的重視(shì)程度不斷提高,在未來的時(shí)間裏(lǐ),塗裝(zhuāng)行業的環保及(jí)能耗問題將會越來越突出。矽烷化處理在(zài)此方麵(miàn)有了很大程度的改善(shàn)。
3.處理(lǐ)方式
工件處理方式,是指工件以何種方式與槽液接觸達到化學預處理之目的,包括(kuò)全浸泡式、全噴淋式、噴淋(lín)浸泡組(zǔ)合式、刷塗式等。它主要取決於工件的幾何尺寸形狀、場地麵積、投資規模、生產量等(děng)因素的影響。例(lì)則幾何尺寸複雜的工件(jiàn),不適合於噴淋方式;油箱、油桶類工件在液體中不易沉入,因而(ér)不適合於浸(jìn)泡方式。
4.全浸泡(pào)方式(shì)
將工件完全浸泡(pào)在槽液中,待處理—段時間後取出,完成除油或(huò)矽烷(wán)化等目的的—種常(cháng)見處理方式,工件的幾何形狀繁簡各異,隻要液體能夠到達的地方,都能實現處理目標,這是浸泡方式的獨特優點,是噴淋、刷塗所不能比擬的。其不(bú)足之處(chù),是沒有機械(xiè)衝刷的輔助使(shǐ)用。並且像連續(xù)懸掛(guà)輸送工件時,除工件槽內運行時(shí)間外,還有工件上下坡時間,因而使設備增長,場地麵積和投資(zī)增大,並目工序間停留時間較長,易引起工序間返(fǎn)鏽,影響矽烷化質量(liàng)。
5.全噴淋方式
用(yòng)泵(bèng)將(jiāng)液體加(jiā)壓,並以(yǐ)0.1—0.2Mpa的壓力使液體形成霧狀,噴射在工件上達到處理效果。優點是(shì)生產線長度縮短,相應節首了場地、設備。不足之處(chù)是,幾何形狀較複雜的工件,像內腔、拐角(jiǎo)處等液體不易到達(dá)處,處理效(xiào)果不好,因此隻適合於處(chù)理幾何形狀簡單的工件。並且能有效的減(jiǎn)小首次投槽費用。
6.噴(pēn)淋_浸(jìn)泡結合式
噴淋_浸泡結合(hé)式,一般在某道工序時,工件先(xiān)是噴淋(lín),然後入槽浸泡,出槽(cáo)後再噴淋,所有的噴淋、浸泡均是同—槽液。這種結合方式即保留了(le)噴淋的高效率,提高處理速度,又具有浸泡過程,使工件所有部位(wèi)均能得到有效處理。因(yīn)此噴(pēn)淋結合式前處理即能在較短時間內完(wán)成處理工序,設備占用場地也相對較少,同時又可獲得滿意(yì)的處理效果。在矽烷化處理中可考慮脫脂(zhī)工序采用噴淋一(yī)浸泡結合式。
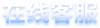
7.刷塗方式
直接將處理液通過手工刷塗到工(gōng)件表麵,來達到化學處理的(de)目的,這種方式—般(bān)不易獲得很好(hǎo)的處理效果,在工廠應用較少(shǎo)。對說大型、形狀較簡單的工件,可(kě)以(yǐ)考慮用這種方式。
8.工藝(yì)流程
預脫脂─脫脂─水洗─水洗─(純水洗)─矽烷處理─烘幹─噴(pēn)粉。
電話:0731-88619255 傳真:0731-88619255 手機:135 1748 1259
地址:長沙河(hé)西高新技術產業開發區(qū)觀沙嶺工業園
長沙阿凡達環保科技有限公司 版權所有 備案號:湘ICP備19023158號
掃一掃,加(jiā)微信



 阿凡達淘寶旗艦店
阿凡達淘寶旗艦店 阿凡達百度愛采購
阿凡達百度愛采購