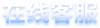
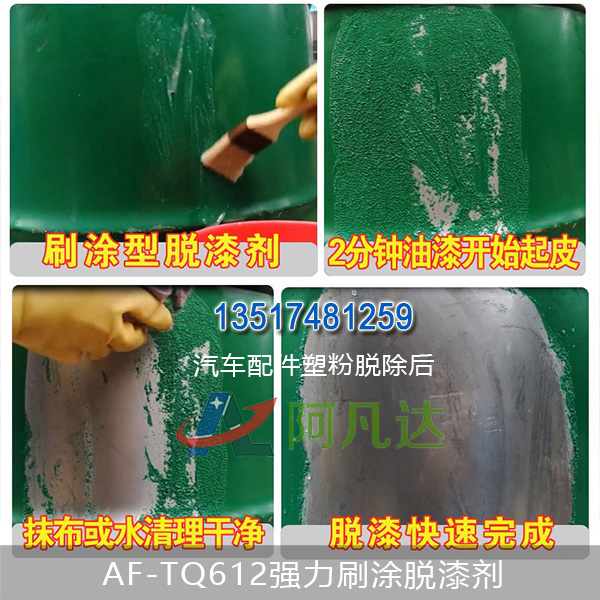
歡迎(yíng)來到長沙阿凡達公司,公司主營環保脫漆劑,中性除(chú)鏽劑,鋼筋除鏽劑,多功能漆前處理(lǐ)劑(jì),漆霧凝聚劑,常溫(wēn)發黑劑。
-

掃碼打開手機站
- 掃一掃

掃碼加微信
掃碼打開手機站
掃碼加微信

鋼鐵在特定條件下(xià)與含有鋅(xīn)、錳、鐵、鈣的磷酸鹽溶液相作用(yòng),通過化(huà)學反應在其表麵(miàn)生成難溶性(xìng)磷酸鹽膜的過程稱為磷化。磷化膜層多孔,具有良(liáng)好的吸附(fù)性,是各種塗料的底層。磷化膜經(jīng)浸油,煮蠟等處理(lǐ)可以明顯提高磷化膜的(de)耐腐蝕強度。因此,磷化處(chù)理已經(jīng)成為金屬表麵處理工藝中的(de)一(yī)個重要環(huán)節。
1 磷化(huà)技(jì)術的發展概況
早期的磷化處理工(gōng)藝是高溫磷(lín)化,通常在(zài)90℃~98℃高溫下進行磷化處(chù)理,其酸(suān)比為1:7~1:8,優(yōu)點是磷化膜抗腐蝕力強,結合力好;缺點是工作液溫度高(gāo),加溫時間長(zhǎng),浪費能源,溶液揮發量大,磷化(huà)處理成本昂貴,遊離酸不穩定。磷化膜結晶粗(cū)細不(bú)均勻,粗糙。在生產中溶(róng)液會產生(shēng)大量沉澱物,病吸附於金屬表麵(miàn),造成大(dà)麵積掛灰現象,這無論在槽液的日常管理方麵還是(shì)在基本材料磷化後(hòu)的處理方麵,都顯(xiǎn)露出很多的弊端。
中溫磷化處理技術,通常在50℃~70℃範圍內進行磷化(huà),溶液的酸(suān)比為1:10~1:15,處理時間為15min~30min,它(tā)克服了早期(qī)高溫(wēn)磷化處理的(de)各種缺(quē)點,操作技(jì)術簡單,容易掌握,遊離酸度比較穩定,槽液清澈,基體材(cái)料表麵無掛灰現(xiàn)象,磷化膜均(jun1)勻、細膩、耐腐蝕能力強。用這種工藝處理鋼鐵及其(qí)合金等金屬表麵所形成的磷化膜即可作為工件的最終(zhōng)精飾與防腐,也(yě)可作為其它(tā)覆蓋層中間層,所(suǒ)以中(zhōng)溫磷化技術在國內的各(gè)個相關領(lǐng)域得到了廣(guǎng)泛的推廣應(yīng)用,從而逐漸取代了高溫磷化(huà)處理(lǐ)工藝(yì)。
常溫磷化技術是在25℃~30℃範(fàn)圍內進行磷化,溶液酸度比為1:20~1:30,這種磷(lín)化技術的適用(yòng)範圍以板型薄型(xíng)基體為主,優(yōu)點是節省能源,磷化膜層(céng)均(jun1)勻,操作管理簡單(dān),缺點是用這種工藝處(chù)理鋼鐵表麵所形成的磷(lín)化膜,由於膜層較薄,隻能作為(wéi)其它覆蓋層的中間(jiān)層,而不(bú)能作(zuò)為工件的最終精飾與防腐。
2 中溫磷化處理工藝
2.1中溫磷化技術的工藝參數(以86-B#磷化液為例)
磷化原液按1:2~3的(de)比例加水進行調整,其(qí)工作的(de)參數為:1)總酸度:140~150點;2)遊離酸度:15~16點;3)酸比:1:8.8~1:10;4)酸洗液的總酸度控製(zhì)在650±50點。
2.2中(zhōng)溫磷化工藝流程
除(chú)油(yóu)(40℃~55℃)→水洗(常溫流動水)→除鏽(常溫LPm#除鏽劑)→水洗(常水)→磷化(86-B#磷化液(yè))→流動水洗(60~68℃)→熱水洗(85℃~90℃)→吹幹(600kPa壓力空氣)→煮蠟(là)(85℃~88℃)→轉下道工(gōng)序
3 應用中溫磷化技術的幾點體會
我(wǒ)廠從1996年開始應用中溫磷化技術,經過多年的實踐,以基本(běn)掌握了磷化液的參數特性,形成了具有行(háng)業特性的工藝流程和控製方法。
3.1除油
鐵路用製動機的各種閥體形狀複雜,內部有不同容積的空腔,盲孔,加工中冷(lěng)卻液中的礦(kuàng)物(wù)油殘留在工件的內孔及表麵,在溫度較低時,礦物油會凝結在工件的內腔(qiāng)壁(bì)上(shàng)和表麵,在(zài)磷化工序前不(bú)除盡這些油汙會影(yǐng)響覆膜的耐腐蝕(shí)性,以及覆膜不均勻,嚴重時會有(yǒu)局部無磷化膜現象發生。
在(zài)除油工序中應采用(yòng)以表麵活性劑為主的低泡弱堿性清洗劑,pH值範圍在7.5~8.5之間,清洗液溫度45℃~55℃,工件(jiàn)表麵(miàn)的油汙可快(kuài)速除掉;采用掛水試(shì)驗法來檢驗除油效果,即將工(gōng)件(jiàn)從水(shuǐ)槽中提出觀察,水在工件表麵均勻掛附,為表麵油汙徹底(dǐ)除(chú)淨,否則為未(wèi)除淨。
3.2酸洗
經過(guò)除油後(hòu)的工(gōng)件應進行酸洗,去(qù)除工(gōng)件表麵氧化膜(mó),同時在工(gōng)件表麵形成不溶性(xìng)的磷酸亞鐵,在磷化時起到晶核的作(zuò)用(yòng),工件裝框擺好(hǎo),用吊(diào)車浸到酸洗槽中15min~30min。工件料(liào)筐浸到槽液中要上下擺動,酸洗液應根據每月生(shēng)產量及時間按期更換,保(bǎo)證酸洗液中的總酸點在550±50點。
3.3水洗
不論(lùn)是除鏽、除油還是磷化後(hòu)水洗,水的清潔度(dù)都應做到(dào)清潔、流動。每天要更換一次,磷化後的水洗還要保持水的溫度,兩次水洗,一次水洗溫度在55℃~58℃,可先洗去殘留在工件表麵的化學成分,保持磷化膜不發生變化,二次水洗溫度在85℃~90℃。使晶核快速幹(gàn)燥,達到封(fēng)閉磷化膜(mó)表麵孔的作用。
3.4磷化
磷化工(gōng)作液要嚴格按比例配置,要將總酸度、遊離酸度,工作溫(wēn)度等各項技術指標控(kòng)製在規定的範圍內,每項指標的變化(huà)都會影響磷化膜的形成。磷化液(yè)的配製比例及過(guò)程,在這裏不贅(zhuì)述。
4 結論
綜上所述,在(zài)磷化處理(lǐ)工藝中,科學地設(shè)計(jì)工藝流程,合(hé)理地(dì),有針對性的選擇適合製動(dòng)機工件各項技術參數的表麵處理(lǐ)材料,是保證磷(lín)化質量的重要前提,仔細操作每一道工(gōng)序,嚴格控(kòng)製磷化處理(lǐ)所(suǒ)規定的各(gè)項指標範圍(wéi)是保(bǎo)證磷化質量的關鍵,隻有(yǒu)這樣(yàng),才能保證工件的表麵磷化質量,適應鐵路用製動機產品各種環境的工作需要。
電話:0731-88619255 傳真:0731-88619255 手機:135 1748 1259
地(dì)址:長沙河(hé)西高新技術產業開發區觀沙嶺工業園
長沙阿凡(fán)達環保科技有限公司 版權所(suǒ)有 備案號:湘ICP備19023158號(hào)
掃一掃,加微信



 阿凡達淘寶旗艦店
阿凡達淘寶旗艦店 阿凡達百度(dù)愛采購
阿凡達百度(dù)愛采購