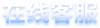
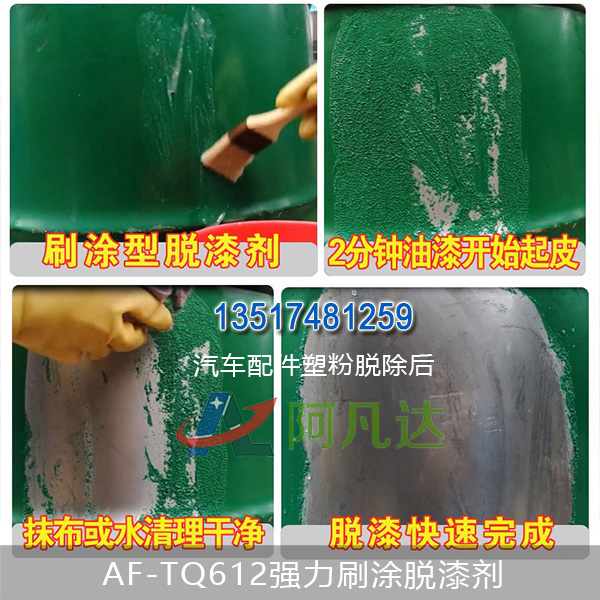
歡迎來到長沙阿凡達公司,公司主營環保脫(tuō)漆劑(jì),中性除鏽劑(jì),鋼筋除鏽劑,多功能漆前處理劑,漆霧凝聚劑,常溫發黑劑。
-

掃碼打開手機站
- 掃一掃

掃碼(mǎ)加微信
掃碼打開手機站
掃碼(mǎ)加微信

隨著汽車行業不斷發展,汽車用戶對車輛的耐腐(fǔ)蝕性能及耐久性(xìng)能的要求也越來越高。現今鍍鋅(xīn)板已成為(wéi)汽車行業普遍采用的板材,在鍍鋅板的應(yīng)用過程中必然會出現各種問題。我公司為提(tí)高汽車產(chǎn)品的防腐性能,提升公司品(pǐn)牌價值,對車身(shēn)原材料進行了改進,將原來的(de)冷軋(zhá)鋼板切換為鍍鋅板。在(zài)切(qiē)換使用(yòng)過程中出現了鍍鋅板車身磷化(huà)後(hòu)磷化膜均勻泛黃、發花現象,針對電泳前處理(lǐ)生產過程中引(yǐn)起鍍鋅板磷化膜發花的原因從各方麵進行調查分析,最終確(què)定主要影響因素,解決磷化膜發(fā)花問題,從而保證產品質量。
1 前(qián)言
磷化是指將鋼鐵、鋁、鋅及鍍鋅鋼板等在某些以酸式磷酸(suān)鹽為主,同時含(hán)有多種複合添加劑(jì)的溶液中經過化學處理,在固體材料或零件的表麵上生成一定厚度(dù)以磷酸鹽為主要(yào)成分,難溶於水(shuǐ)的覆蓋層的化學處理工藝過程。鍍鋅板材具有很(hěn)好的耐蝕性能,但鍍鋅板不宜直(zhí)接進行塗裝,需進行適當的前處理。因為鋅比較(jiào)活潑,如果磷化過程處理不當就會造成鍍鋅(xīn)層的過度腐蝕,導致(zhì)磷化膜性能變(biàn)差、磷化膜表麵泛黃、發花等現象。本文結合我公司現有的生產及工藝條件從以下幾個方麵分析了引起磷化膜發花的原因。
2 脫脂槽雜(zá)質離子汙染
(1)由於熱水洗換槽周(zhōu)期為一周,而預脫脂槽換槽(cáo)周期為兩周到一(yī)周生產到後兩天時槽液含油(yóu)量增加雜質離子也較多。
(2)由於鋅為兩(liǎng)性金屬,酸和堿(jiǎn)都(dōu)會對其造成腐蝕,鍍(dù)鋅板在堿性脫脂劑中會發生反應,而被腐蝕掉的鋅離子會在脫脂槽中不斷累積。由於鋅離子(zǐ)對鍍鋅板(bǎn)腐蝕有無影響的機理目前還未有完善的研究說明,所以未進行更進(jìn)一步的探究(jiū)。現場試驗采用槽(cáo)液薄膜吸附法和用新鮮自來水衝洗脫脂各(gè)槽出槽車身的方法效果均不(bú)明顯。
3 正常鍍(dù)鋅板材與異常鍍鋅(xīn)板材的(de)理化試驗分析
經過試驗正常鍍鋅板材的鍍鋅層厚度比異(yì)常鍍鋅板(bǎn)鍍鋅層厚約(yuē)大約1-2 m而且正常(cháng)鍍鋅板的鋅含量比異常鍍鋅板要高即單位麵積含鋅多,說明鍍鋅層厚。
4 脫脂劑中緩蝕(shí)劑的影響
(1)在實驗室條件下模擬(nǐ)出生產現場磷化膜不上膜及大麵(miàn)積發(fā)花的現象,通過在脫脂劑中額外補(bǔ)加0.5%的緩蝕劑,能夠解決該問題。
(2)在實驗室(shì)條件下模擬(nǐ)出(chū)生產現場磷(lín)化膜不上膜(mó)及大麵積發花的現象,通過在脫脂劑中補加3ml的促進(jìn)劑,能夠解決該問題。
(3)現場(chǎng)在鍍鋅板磷化膜發花時補加促進(jìn)劑也(yě)有一定的效果(guǒ)。
(4)以上試驗說明鍍鋅(xīn)板在堿性(xìng)脫脂液中會被腐蝕,促進劑等氧化劑或緩蝕(shí)劑能起到一定的緩解腐蝕的作用。
5 脫脂液遊離堿度的影響(xiǎng)
(1)溫(wēn)度(dù)、濃度、反應時間是影響(xiǎng)化學反應速率的幾個重要因素。由於生產線鏈速固定,我們主要考慮通過降低遊離堿度來緩解鍍鋅板(bǎn)的腐蝕。在保證脫脂(zhī)效果的前提下(xià)盡可能降低遊離堿(jiǎn)度,在保證原工藝溫度不變的前提下,我們隻減少以無機鹽為主要原料的脫脂劑,而以活(huó)性劑為(wéi)主要原料的脫脂劑(jì)用量保持不變,在這種條(tiáo)件下配製不同濃度的脫脂液來進行脫脂除油試驗。
(2)前處理脫脂一槽的清槽周期為一周一次,當前幾個工作日蝕槽(cáo)液較(jiào)幹淨,當生產幾個工作日後槽液含油量增加,除油能力下降。在第一周我們將熱水洗槽遊(yóu)離堿度由原工藝值(15-18)pt降至(14-15)pt,發花現象輕微減少但生產至第三(sān)個工作日時仍出現發花現象;第二周將遊離堿度降至(8-11)pt,生(shēng)產至第四個工作日時仍出現發花現象;第三周(zhōu)將遊離堿(jiǎn)度降至(5-6)pt生產至第(dì)四個工作(zuò)日時仍(réng)出現發花現象(xiàng)。
(3)在脫(tuō)脂溫度為(52-55)℃時,我們不減少甚至適量增加以活性劑為主要原料的脫脂(zhī)劑用量的前提下,遊(yóu)離堿度為(wéi)5.4 pt,時能(néng)夠保證全部除油幹(gàn)淨,而且低堿度處理的鍍鋅板對磷化膜發花問題的確有改善,但是這又(yòu)引發了磷化後鍍鋅板出現白(bái)鏽及(jí)黑點的問題(tí)。
6 脫脂液溫度的影(yǐng)響
(1)通過電化學腐蝕試(shì)驗驗證了溫度對鍍鋅(xīn)板的(de)腐蝕相對於堿度的影響更大,通過不同堿度和不同溫(wēn)度交叉條(tiáo)件下的脫脂(zhī)除油試(shì)驗得出鍍鋅板在溫度為(50-51)℃時會出現腐(fǔ)蝕曲線斜率急劇增加的情況。
(2)將槽液溫度由(yóu)工藝值(52-55)℃降至(50-52)℃,遊離堿(jiǎn)度為(10-12)pt,發花現象輕微減少但效果不明顯再次將溫度降至(48-50)℃,由(yóu)於溫控儀控製精(jīng)度無法保證將(jiāng)溫度範圍調(diào)整為(wéi)(47-50)℃,遊離堿度為(15-17)pt,此時一周(zhōu)當(dāng)中當生(shēng)產至第五個工作日時才出現磷化膜發花現象。
(3)為了保證鍍鋅板的處理質量脫脂溫度的上限應在50℃以下(xià),由於對溫度的監測存在(zài)誤差,再結合脫脂除油的情況,我們將脫脂的(de)最佳溫度(dù)設定為(43-48)℃,遊離堿度設定為(13-19 )pt,為(wéi)避免出現白繡及黑(hēi)點問題,我們將熱水洗及預脫脂遊離堿度控製為(15-18)pt,脫(tuō)脂控製在(13-15)pt。
7 磷化方麵的調整
(1)取現場槽液,向磷化液中補加磷化液添(tiān)加劑,無明顯效果(guǒ)。
(2)取現場(chǎng)槽液,向磷化液中補加含氟離子磷(lín)化液添加劑,效果較好。
(3)取現場槽(cáo)液,提高磷化液溫度,無明顯效果。
(4)取現場槽(cáo)液,提高磷化液(yè)促(cù)進劑濃(nóng)度,效果略好(hǎo)。
(5)取現場槽液,向磷化(huà)液中補加硝酸根離子,無明顯(xiǎn)效果,過量是甚至效果更差。
(6)現場槽液中(zhōng)金屬陽離子較為(wéi)平衡單純補(bǔ)加鋅、錳、鎳(niè)都無明顯(xiǎn)效果,補加硝酸根離子效果也不明顯;小幅度的調高溫度或促進劑濃度對於磷化上膜有好處,但對於發花(huā)的改善並不明顯,反而(ér)會使(shǐ)磷化渣增多,所以暫時(shí)不考慮、而補充氟離子反而有(yǒu)改善,說明氟離子對鍍鋅板的過(guò)腐蝕可能有一定的修複作用(yòng),當然其主要還是處理槽液中的非成膜鋅、鋁等無效或有害離子。隨(suí)著鍍鋅板用量越來越大(dà),消耗的氟離子液越來越多。因此我們每天向(xiàng)磷化槽加入約25Kg磷(lín)化添加劑,發(fā)花現象有明(míng)顯減少。將(jiāng)添加劑加入量提高至每天50Kg左(zuǒ)右時,磷化膜更加完好。
8 表調液方麵的試驗
(1)新配製的表調液及(jí)使用幾天後的表調液在試驗室中都無法重現現場磷(lín)化膜發花大麵積不上膜的現象,當然表調液汙染越小表調活性越(yuè)好,磷(lín)化膜越均勻致密。
(2)現場試驗:不管是縮短表調槽換槽周期,還是把被雜質離子(zǐ)汙染嚴重的表調液稀釋或是加入促進劑或中和劑(汙染不是太嚴(yán)重時有效),對解決發花問題都不明顯,但對於冷軋板與鍍鋅板搭接位置冷軋板發黃的狀況,可以很好的改善和解決。
9 其它試驗
(1)車身在熱水洗槽出槽後,用新鮮自(zì)來(lái)水(shuǐ)衝洗,無明顯效果,說(shuō)明此問題不是由於(yú)車身出槽後(hòu)未及時轉入下序脫脂劑幹燥腐蝕造成。
(2)車身在熱水洗槽(cáo)、預脫脂槽(cáo)及脫脂槽出槽後都用新鮮自來水衝洗,無明顯效果,說(shuō)明此現象不是由(yóu)於車身附帶雜質離子汙染脫脂槽液造成。
(3)在驗室模擬出脫脂每道工序後,晾幹後再水洗、表調、磷化(huà),無明顯效(xiào)果;按工藝順序製板,無明顯效果。
(4)在試驗室內適當(dāng)延長脫脂時(shí)間,按工藝順序製板,無明顯效果。
(5)在(zài)試驗室內適當提(tí)高脫脂溫度,按工藝順序(xù)製板,無明顯效果(guǒ)。
(6)在試驗室內提高脫脂(zhī)溫(wēn)度按工藝順(shùn)序製板,有發花現象,當熱水洗、預脫脂及脫脂溫度分別為60℃、65℃、70℃時發花現象更(gèng)為嚴重。
(7)在試驗(yàn)室進行試驗(yàn)時(shí)我們隻能盡量模擬現場,但兩者間難免存在差異,有(yǒu)些現象難以模擬出來,但總體來(lái)說溫度(dù)是鍍鋅板在脫脂液中被過腐蝕的最(zuì)重要的影響因素。
10 結束語
綜(zōng)上所述鍍鋅板磷化後發花問(wèn)題,主(zhǔ)要還是鋅在脫脂液中的過腐蝕反應,從(cóng)試驗數據(jù)得出其中溫度因素起主導作(zuò)用(理論上:溫度每升高10℃,化(huà)學反應速率調高原(yuán)來的2-4倍)所以我們在(zài)保證脫脂(zhī)槽液除油效果(guǒ)的前提下,降低脫脂溫度。
磷化(huà)方麵由於鍍鋅板的使用量在不斷增加處理掉的不上膜(mó)的鋅離子和不(bú)利(lì)於磷化沉積上(shàng)膜反應的鋁離子的積(jī)累,就需要加大氟離子的用量來起到絡(luò)合沉降作用,所(suǒ)以目前應加大含氟離(lí)子添加劑的(de)用量。
各槽工藝(yì)參數(shù)設定如下(xià):
(1)熱水洗、預脫脂遊離堿度設定為(14-16) pt,脫脂遊離堿度設定為(13-15)t pt。
(2)溫度為(45-48)℃(熱水洗/預脫脂/脫脂)。
(3)表調工序對鍍鋅板磷化膜發花問題影響不明(míng)顯不做調整(zhěng)。
(4)磷化槽現有加料比例不變,保持槽液各離子(zǐ)平衡。
(5)目前每天每天補加(25-50)Kg含有氟離子磷化液添加劑。
電話(huà):0731-88619255 傳真:0731-88619255 手機:135 1748 1259
地址:長沙河西(xī)高新技術產業開發區觀沙嶺工業園
長(zhǎng)沙阿凡達環保科(kē)技有限公(gōng)司 版權所有 備案號:湘ICP備19023158號
掃一掃(sǎo),加微信



 阿凡達淘寶旗艦店
阿凡達淘寶旗艦店 阿凡達百度愛采購(gòu)
阿凡達百度愛采購(gòu)