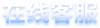
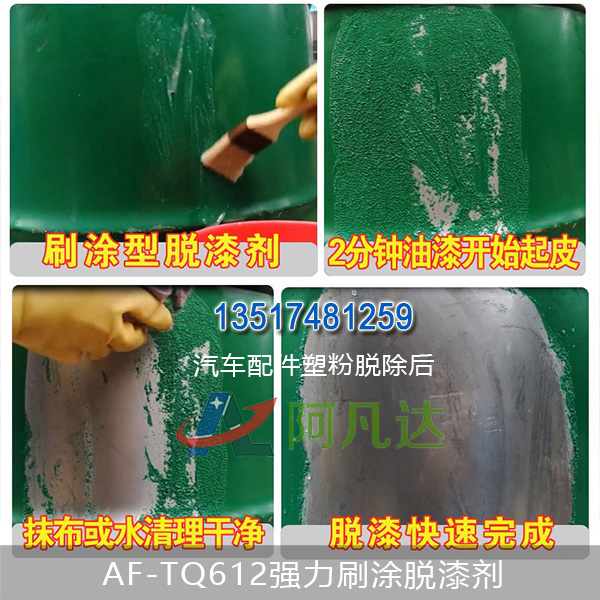
歡迎來(lái)到長沙阿凡達公司,公司主營環保脫(tuō)漆劑,中性除鏽劑,鋼筋除鏽劑,多(duō)功能漆前處理劑,漆霧凝聚劑,常溫發黑劑。
-

掃碼打(dǎ)開手機站
- 掃(sǎo)一掃

掃碼(mǎ)加微信
掃碼打(dǎ)開手機站
掃碼(mǎ)加微信

機(jī)械處理法:主(zhǔ)要包括拋丸法(fǎ)和噴丸法。拋丸法清(qīng)理是利用離(lí)心力將彈丸加速,拋射至工件進行除鏽(xiù)清理的方法(fǎ)。但拋丸(wán)靈活性差,受場地限製,清(qīng)理工件時有些盲目性,在工件內表麵易產生清理不到的死角。設備結構複雜,易損件多,特別是葉片等零件磨(mó)損快,維(wéi)修(xiū)工時多,費用高,一次性投入大。 化(huà)學處(chù)理:主(zhǔ)要是利用酸性或堿性溶液(yè)與工件表麵(miàn)的氧化物及油汙發生化學反應,使其溶解在酸性或堿性的溶液中,以達到去除工件表麵鏽跡氧化皮及油汙的目的。化學處理適(shì)應於(yú)對薄板(bǎn)件清理(lǐ),但缺點是:若(ruò)時間控製不當,即使加緩蝕劑,也(yě)能使鋼材產(chǎn)生過蝕現(xiàn)象。
手工處理:如刮刀、鋼絲刷或(huò)砂輪等(děng)。用手工可以除去工件表麵的鏽跡和氧化(huà)皮,但(dàn)手工處理勞(láo)動強度大,生(shēng)產效率(lǜ)低,質量差,清理不徹底。對於較複雜的結構件(jiàn)和有孔的(de)零件,經酸性溶液酸洗(xǐ)後(hòu),浸入(rù)縫隙或孔穴(xué)中的餘酸難以徹底清除,若處(chù)理不當,將成為工(gōng)件以後腐蝕(shí)的隱患,且化學物易揮發,成本高,處理後的化學排放工作難度大,若處(chù)理不當(dāng),將(jiāng)對環境造成嚴重的汙染。隨著人(rén)們環保意識的提高,此種處理方法正被機械處(chù)理法(fǎ)取代。噴丸又分(fèn)為(wéi)噴丸和噴砂。用噴丸進行表麵(miàn)處理,打擊力大,清理效果明顯。但(dàn)噴(pēn)丸對薄板工(gōng)件的處理,容易使工件變形,且鋼丸打擊(jī)到工件(jiàn)表麵(無論拋丸或噴丸)使金屬基材產生變形,由於Fe3O4和Fe2O3沒有塑性(xìng),破碎後剝離,而油(yóu)膜與基材一同變(biàn)形,所以對帶有油汙的工件,拋(pāo)丸、噴丸無法徹底清除油汙。
在現有的工件表麵處理方法中,清理效果最佳的還數噴砂清理。噴(pēn)砂適用於工件表麵要求較高的清(qīng)理。但是我國目前通用噴砂設備中多由鉸龍、刮板、鬥式提升機等原始笨重輸砂機械組成。
電話:0731-88619255 傳真(zhēn):0731-88619255 手機:135 1748 1259
地址:長沙河(hé)西(xī)高新技術產(chǎn)業開發區觀沙嶺工業園
長沙阿凡達環保科技有限公司 版權所有 備案號:湘(xiāng)ICP備19023158號
掃一(yī)掃,加微信



 阿凡達淘寶旗艦店
阿凡達淘寶旗艦店 阿凡達(dá)百度愛采購
阿凡達(dá)百度愛采購