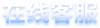
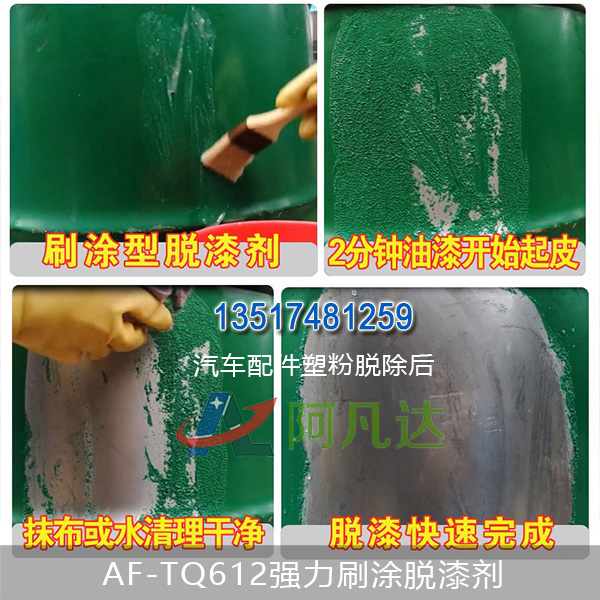
歡迎來到長沙阿凡達公司,公司主營環(huán)保脫漆劑,中性除鏽劑,鋼(gāng)筋除鏽劑,多功能漆前處理劑,漆霧凝聚劑(jì),常溫(wēn)發黑劑。
-

掃碼打開手機站
- 掃一掃

掃碼(mǎ)加微信
掃碼打開手機站
掃碼(mǎ)加微信

此工藝的(de)關鍵應控製脫脂、表調和磷化工序技術參數
1、脫脂,是塗裝前處理工藝的第一步,它要求把附著在鑄鐵工件(jiàn)表(biǎo)麵的防鏽油、潤滑油、灰塵及與(yǔ)金屬工件接(jiē)觸、機加(jiā)工(gōng)時留下的油汙等汙垢徹底去除。長沙阿凡達公(gōng)司常溫、加(jiā)溫型脫脂劑,其(qí)除汙能力強,能迅(xùn)速(sù)徹底去除工件(jiàn)表麵的礦物(wù)油,動植物油,是磷(lín)化前處理理想的除油劑。
2、表調劑(jì),是工件表麵生成黑色(sè)磷化膜的助劑,具有(yǒu)調整能力(lì)強,槽液穩定,工藝控製方便等特點。能(néng)加快磷化成膜速度,減少磷化沉渣(zhā),對黑色磷化膜具有增強防腐、耐磨、裝飾等特(tè)點,是鑄(zhù)鐵工件增黑表調的理想表(biǎo)調劑。

3、AF-HS800為內(nèi)含促進劑的(de)中(zhōng)溫黑色磷化液,適(shì)用於鋼鐵件、鑄鐵件的表麵磷(lín)化,具有低溫(wēn)、快速、微渣、低汙染等(děng)特點,磷化膜薄而細密,防鏽性好,是極好的塗裝底層。單組(zǔ)分,槽液穩定,易於管理。由經上述工藝處理後的工件,磷(lín)化膜(mó)薄而致密(mì),黑而亮,具有較好的防護性和裝飾性,做為直(zhí)接的防護、裝飾膜,無需再做其他處理,其防鏽期可達一(yī)年(nián)以上,滿足並(bìng)超過了(le)客戶的要求,得到客戶的好評。
4、鋼(gāng)鐵件黑色磷化工藝在(zài)鋼鐵件上的應用也越來越廣泛,要(yào)求(qiú)越來越高,有的甚至要求硫酸(suān)銅(tóng)點滴達到20分鍾,中性鹽(yán)霧(連續噴霧(wù))達到120小時,而相同條件下普(pǔ)通磷化液硫酸銅的點(diǎn)滴一般不超過5分鍾(zhōng),中(zhōng)性鹽霧(連續(xù)噴霧)離要求更是低的多,為滿足客戶(hù)的需(xū)求,我們又成功的研法了鋼鐵件黑色磷化工藝等一係列產(chǎn)品(pǐn),滿足了不同客戶(hù)的需求。現就某(mǒu)生(shēng)產(chǎn)特種出口螺絲的企業(yè)為例,將我公司研發的鋼鐵件黑色(sè)磷化工藝做簡單(dān)介紹。
電話:0731-88619255 傳真:0731-88619255 手(shǒu)機:135 1748 1259
地址:長沙河西高(gāo)新技術產(chǎn)業開發(fā)區觀沙嶺工業園(yuán)
長沙阿凡達環保科技有限公司(sī) 版權所有 備(bèi)案號:湘ICP備19023158號
掃一掃,加微信



 阿凡達淘(táo)寶(bǎo)旗艦店
阿凡達淘(táo)寶(bǎo)旗艦店 阿(ā)凡(fán)達百度(dù)愛采購
阿(ā)凡(fán)達百度(dù)愛采購